一分钟的时间,对于了解我们的(杨浦) 本地 光纤激光切割机全自动上料激光切割机产地源头好货产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:(杨浦) 本地 光纤激光切割机全自动上料激光切割机产地源头好货的图文介绍
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
华宇诚数控科技有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 杨浦光纤激光切割机排名、产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 杨浦光纤激光切割机排名、产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与预防措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 杨浦光纤激光切割机排名、产品质量水平逐步提高,一年一个新台阶。
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
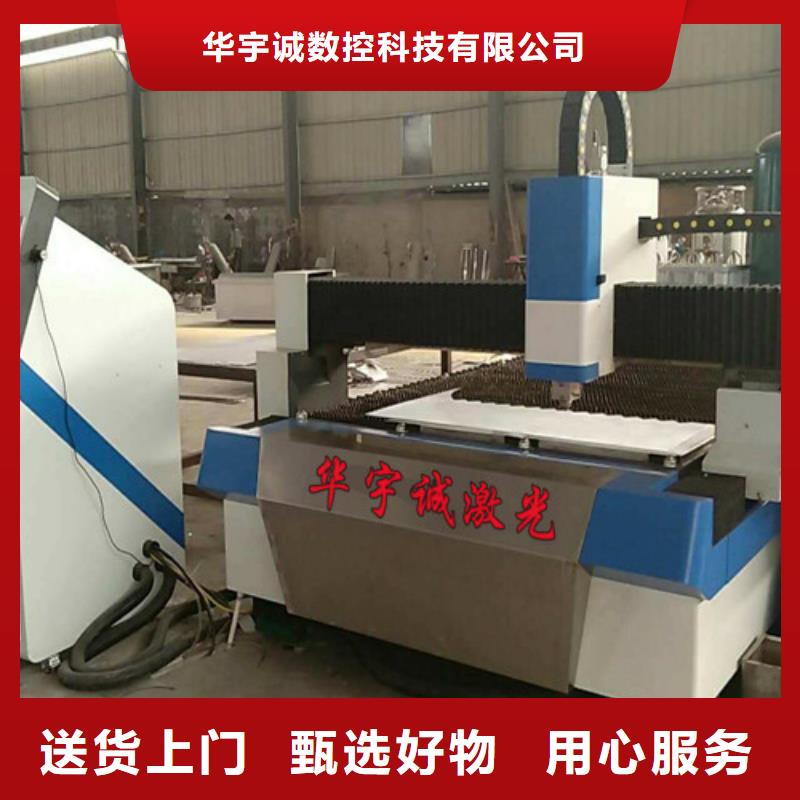
对于光纤激光切割机初入行的新手,遇到切割质量不佳时都会犯难,面对众多的参数不知该如何调整。下面简单介绍下会遇到的问题及解决方法。
影响切割质量的参数有:切割高度、割嘴型号、焦点位置、切割功率、切割频率、切割占空比、切割气压及切割速度。硬件条件有:保护镜片、气体纯度、板材质量、聚集镜及准直镜。
光纤激光切割机遇切割质量不佳时建议先进行一般性检查,一般性检查主要检查内容及顺序是:
1.切割高度(建议实际切割高度在0.8~1.2mm之间),如实际切割高度不准,则需要进行标定。
2.割嘴检查割嘴型号及大小是否用错,如果是正确的检查割嘴是否有损坏,圆度是否正常。
3.光心建议用直径1.0的割嘴进行光心检查,检查光心时焦点 在-1~1之间。这样打出来的光点小易于观察。
4.保护镜片检查保护镜片是否干净,要求无水无油无渣点。有时会因为天气或铺助气太冷等原因导致保护镜片结雾。
5.焦点检查焦点是否设定正确。如果是自动调焦切割头一定要用手机APP查看焦点是否正确。
6.修改切割参数
以上五项都检查且都没有问题后,再根据光纤激光切割机切割现象针对性的修改参数。
如何根据现象调整参数呢,以下简单介绍切割不锈钢和碳钢时会遇到的状态及解决方法。
例如不锈钢挂渣,挂渣类型有多种。如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
光纤激光切割机切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
光纤激光切割机切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
一般而言1000W激光器可以把不超过4mm碳钢切的光亮,2000W是6mm、3000W是8mm。
想要把断面切的光亮首先得板材好表面无锈无漆无氧化皮,其次氧气纯度得高至少99.5%以上,在切割上需要注意的有:用小割嘴双层1.0或1.2、切割速度得快需要超过2m/min、切割气压不宜过大。
想要光纤激光切割机厚板切割断面质量好,首先得保证板材和气体纯度其次就是割嘴的选用,孔径越大断面质量会越好,但同时断面锥度会更大。
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
光纤激光切割机在过去十年的发展是激光产业具有革命性的技术突破,在中国市场发展尤其迅猛。从早期的脉冲光纤激光打标机开始,到2014年应用于金属切割,都标志着其快速发展。光纤激光切割机目前在工业应用中十分广泛,激光焊接、激光切割、激光打标和激光清洗等激光加工技术,共同推动着激光行业市场的发展。光纤激光切割机中国是全球重要的光纤激光切割机市场,目前市场销售额约为全球的60%。截止2020年底,我国脉冲式装机已超过20万台,而连续装机也近3万台。国外的光纤激光切割机厂商,例如IPG和nLIGHT也将我国视为重要市场,在我国市场的销售占比约有40%。在2014年,应用于金属板材切割的光纤激光切割机问世,当年功率仅有500W的激光器凭借着切割效率高和加工高精度的优势,迅速成为了市场的青睐对象。随着激光技术的发展,逐步出现了1500W,3000W功率,直到2016年,打破6000W的功率,率先推出8000W光纤激光切割机,拉开了激光功率的竞赛。2017年,万瓦激光切割机问世,中国切割机市场开始向万瓦时代发展,直到现在15000W,20000W,30000W功率应运而生,国内外激光器厂商都在不断推出更高功率的光纤激光切割机。激光加工呈现高功率发展的趋势也十分明显,不断探索着切割厚度的高度。数据显示,光纤激光切割机成为切割应用的主流以来市场整体的装机平均功率逐年提高。究竟是激光加工需求推动了激光器功率的快速发展,还是激光器功率提升推动了高功率激光装备,已经难以考究了。光纤激光市场的未来展望如今的激光器功率分级严重,整体市场分布已经形成金字塔形式,金字塔顶是超过10000W的设备,仅占少数,中间层则是3000W-8000W功率的,也是目前国内市场中发展较快的领域,底层则是3000W以下的功率,目前来说应用较少。市场还是在中流阶段,虽然目前万瓦级设备的市场十分火爆,回归到实际应用中,高功率的使用其实并不大,中等功率的市场用量正在快速回归。实际上这种金字塔结构并非一成不变,根据目前行情来看,未来五年左右时间内,国内的光纤激光切割机市场会偏向中间阶段,金字塔结构会转变为菱形式结构,上下小而中间大。目前市场的低功率价格已经在逐渐降低了,高功率设备价位近年来不会有太大的变动,而中功率设备与低功率价格已经相差不多了,出于经济与性价比的考虑,6000W及12000W阶段的设备将逐渐取代其他功率。
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
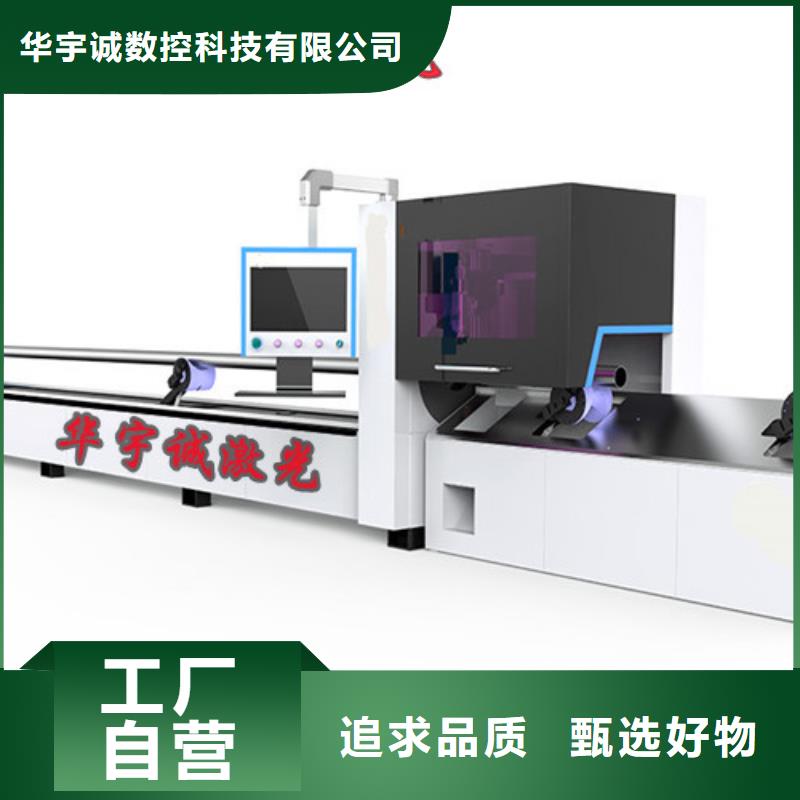
随着光纤激光切割机的广泛应用,一名合格的激光切割操作师也日益重要,因为激光切割工程师要学会制图,学会设计排版切割零件。那么在设计排版时要注意哪些方面呢,下面我们一起来看下。
1、零件间距
一般情况下,光纤激光切割机切割热板和厚板,零件间距要大,因为热板厚板热量影响较大,在切割拐角尖角和小图形时候,容易烧边,影响切割质量,故零件间距要大;
2、熔化拐角
当光纤激光切割机减速切割薄板的拐角时,激光常常会因产生过热而熔化拐角,在拐角处生成小半径,所以保持激光的高速切割,避免在切割拐角时出现钢板过热熔化,进而获得良好的切割品质;
3、共边切割
在激光切割过程当中,共边切割可以大大缩短切割时间,还能节省原材料,故可以将两种或以上的零件共边组成一个组合,大批量的规则图形尽量共边;
4、设置引线
光纤激光切割机在切割中厚板过程中,为了使割缝衔接良好,防止始端和终点烧伤,常常在切割开始和结束处各引一段过渡线,分别称作引线和尾线。引线和尾线对零件本身是没有用的,因此要安排在零件范围之外,同时注意不能将引线设置在尖角等不易散热处。引线与割缝的连接尽量采用圆弧过渡,使机器运动平稳并避免转角停顿造成的烧伤;
5、余料处理
切割完零件后,光纤激光切割机工作台上的骨架状余料需要尽快的撤下,以方便后续的切割作业。对于不具有自动卸料装置的光纤激光切割机,可以将骨架状余料切割成小块,以方便快速移走。从而避免激光切割工程师因搬动沉重且边缘锋利的余料造成的人身伤害。
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")
 本地 光纤激光切割机全自动上料激光切割机产地源头好货")



 扫一扫
扫一扫