我们的现场实拍视频将带您走进螺旋型聚乙烯醇纤维厂家电话【常德】【本地】来厂考察产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:常德螺旋型聚乙烯醇纤维厂家电话【常德】【本地】来厂考察的图文介绍


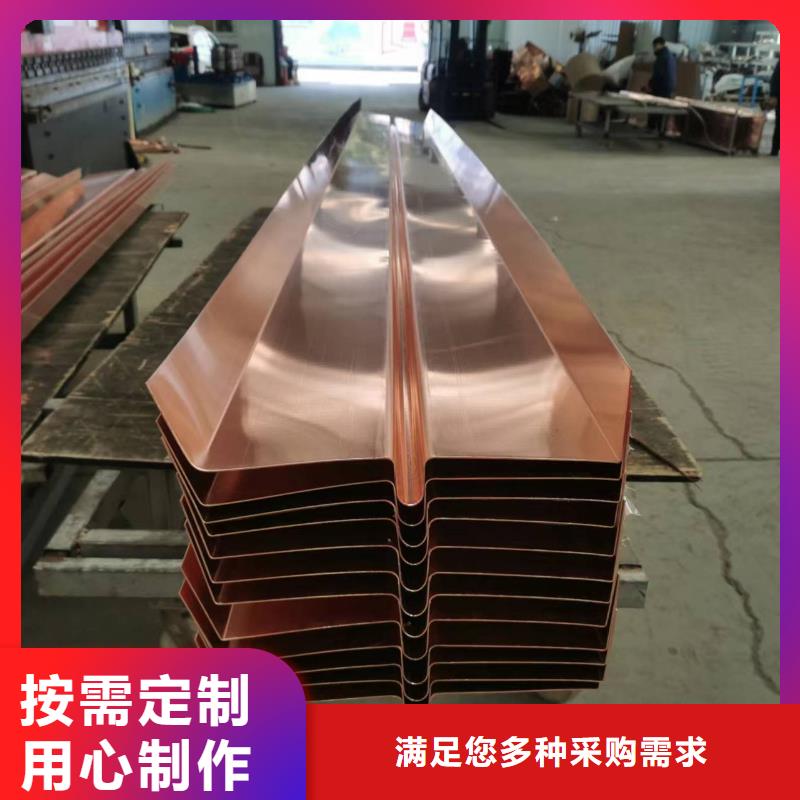
为大家解读下我国南水北调工程中的混凝土工程所需的止水铜片,常德止水铜片了解大型水利项目对紫铜止水带的要求有利于生产加工厂对产品质量的把控。 1.止水铜片外观:轮廓清晰,无裂纹、压折、凹坑; 2.止水铜片表面:平整无绣污、无浮皮、无油渍,无砂眼; 3.关于成型:压模一次性压制成型,止水铜片的转角和接头一律场内制作,现场搭接。 4.混凝土中紫铜止水带的抗拉力强度不小于205MPa,延伸率不低于百分之三十。 5.混凝土中的铜止水片冷弯180°时不出现裂缝,并且顶部可持续直径约1cm的弧度不断裂。 为了使紫铜止水带发挥出 止水效果,现在的安装施工尤为重要,如沥青灌注不实,则会引起渗漏,是影响止水效果 的隐患,伸缩缝的钢筋相对较密,水平止水铜片下部的混凝土难以振捣密实,振捣有一定难度,必须监督现场工人扎实施工,确保止水铜片翼缘放置于浇筑层中间,无论多层混凝土还是单层,都应确保其居中。在浇筑混凝土沥青时,将沥青熬制地点靠近灌注现场,防止运输造成的沥青温度降低。灌注必须分段进行,一次灌注长度不超过1m,排除沥青槽内的空气,每次灌注结束后需积极采取风度措施,防止杂物或水进入,避免形成冷缝引发渗漏,确保沥青灌注密实,这样才能使混凝土中的止水铜片发挥出 的止水效果



金鸿耀工程材料有限公司以“质量放心,客户至上、交货及时, 聚丙烯网状纤维、价格合理,服务周到”为宗旨为广大客户提供 聚丙烯网状纤维、产品及服务,本着诚信经营的原则,赢得了广大新老客户的好评。多年来,我们凭借科学的管理和严格的检验制度,确保 聚丙烯网状纤维、产品的质量,与各地多家客商建立了稳固的供货关系,欢迎广大客户来电咨询与参观。


紫铜止水常德止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,



由于止水铜片具有抗腐蚀能力强,抗拉强度高,延展性强 ,以及可塑性强等特点,常德止水铜片广泛的应用于基础止水、大坝止水以及隧道止水等当中。为了减少洪涝灾害以及便于对蓄水的利用,很多大型蓄水建筑都需设置止水铜片大坝止水。大坝止水同其他止水建筑一样,需要在施工前期以及施工过程中,对各个环节做到严格把关,因为一旦出现病危状况,那么从人力、物力以及财力方面,都是一项非常重大的损失。那么,首先就是对于大坝止水的材料选择方面。 总体来讲,大坝止水工程所采用的止水材料包括橡胶止水、铜止水和不锈钢止水等,其中常用的形式为651型橡胶止水带或国标止水带,以及W型止水铜片、F型铜止水。以三峡大坝为例,三峡大坝混凝土工程中,所应用的止水带主要为铜止水带和塑料止水带。 对于大坝止水,我们选用的止水材料大都选择 标准规格型号,以期达到 的止水效果。除了常规的原材料准备外,因止水施工过程中的转角设施,我们还会用到铜止水接头做为止水铜片的衔接,按其厚度可分别采取折叠、咬接或搭接,咬接或搭接的形式,需要注意搭接需采用双面焊,且搭接长度要求不小于20mm。在焊接作业前须递交试焊样品报监理单位批准后方可进行,要求焊工只有经过考试合格后方可施焊并挂牌上岗。同类材料的衔接接头,均需采用与母体相同的焊接材料,铜止水接头如需用黄铜焊丝,需经监理工程师批准后方可使用。 使用的铜止水主要为开敞型中的Ω型,根据铜止水带厚度分为Ⅰ型和Ⅱ型。Ⅰ型铜止水带主要设置在大坝混凝土受水压力较大的部位(坝前甲块EL110.0m以下),距迎水混凝土表面3m处,在此处设有两道铜止水带,间距为1.5m,其中间设有三角排水槽。Ⅰ型铜止水带厚度为1.6mm,下料宽度为750mm,加工成型后宽度500mm。Ⅱ型铜止水带主要设置在受水压力较小的部位(坝前甲块EL110.0m以上顺接Ⅰ型)、廊道过缝周边、压力钢管和排砂钢管过缝周边以及主副厂房分缝处,厚度为1.2mm,成型后宽度500mm。 塑料止水带主要651型橡胶止水带,设置在纵缝和横缝封闭灌区止浆、主副厂房电梯井施工缝、分层水平施工缝、排水管沟等分缝处。


止水铜片紫铜止水焊接,通常采用搭接焊的方式,常德止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。








 扫一扫
扫一扫